MIG Welding Spatter: Causes and Tips for Reducing It
24 August 2021

Knowing how to reduce spatter when MIG welding is crucial when you want neat and professional-looking welds. Read TIG Brush’s blog for tips on how to do it.
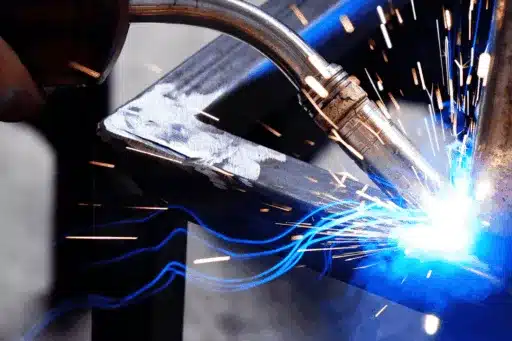
Beginner welders may notice that their welds aren’t coming out as clean as they want, with droplets of metal marring the finished piece. These are called “spatter,” and they often form because the welding arc disturbs the pool of molten material and causes it to disperse.
It’s normal to see spatter around the weld joints, especially for Metal Inert Gas (MIG) welding, so it’s not a serious issue. (Unless it is excessive and your weld program needs adjusting to improve weld quality.)


While MIG welding spatter doesn’t affect the weld’s integrity, it does make your work look sloppy and unprofessional. Additionally, removing stubborn weld spatter requires mechanical methods, such as chiselling and grinding, which can leave scars and scratches on your workpiece. How do you deal with the mess?
Because MIG welding spatter is unavoidable, all you can do is to try to lessen the amount you produce to keep your workpiece clean and minimize the need for manual post-weld cleaning techniques.
TIG Brush, a leading weld cleaning fluid supplier, discusses what causes weld spatter and what you can do to reduce its appearance on your projects.
1. Metal Composition
Not all metals are fit for welding. Some low-grade alloys contain a lot of “filler” material to cut manufacturing costs that ultimately affect the metal’s weldability. These additives don’t melt down smoothly. Instead, they create lumps in the weld pool, which causes the molten material to spatter.
Solution:
Avoid suspiciously cheap metals. Many of these alloys are marketed as weldable metals but are manufactured as cheaply as possible, using additives that impact the quality of the raw material and your welds. Use only alloys that are suitable for welding because these spatter less; so do research on the quality of the metals you’re planning to use before buying them.
It’s also highly recommended to do a background check on the supplier you’re purchasing from to make sure you can trust their products.
2. Dirty or Contaminated Metal Surface
Dirt on the metal’s surface also lowers a material’s weldability, increasing the weld spatter produced. Dust, oil, grease, and marker pen lines are some common contaminants that cause the molten metal to spit and spatter.
Sometimes, metals also have protective coatings that aren’t designed for welding, so they increase the amount of weld spatter. These include galvanized coating and metal plating like chrome, zinc, and paint. Unless it is a weld through primer made for welding.
Solution:
Clean your workpiece before welding. A quick wipe with a rag should be enough to keep the weld spatter to a minimum.
If the metal has anon-weldable coating, grind the coat off first. You want the metal to be as pure as possible to produce less spatter, so be sure to grind at least a quarter inch around the area you’re welding. Afterward, wipe it down with acetone to prep it for the weld.
3. Welding Technique
Your welding technique also contributes to the amount of spatter you produce. The way you hold the MIG gun, for instance, can create excessive spatter because the angle might apply too much heat faster than the metal can handle.
The speed at which you move the gun can also increase the amount of weld spatter. Moving it too fast or slow can agitate the molten metal pool, which leads to more spatter.
Solution:
Keep the MIG torch angled between 5° to 15° from vertical. This allows the shielding gas produced by the gun to envelop the weld area and protect it from contamination. If you hold the torch at an angle of 20° or more, it will push the gas to one side of the weld and cause the puddle to spatter.
You also need to get the welding direction right as choosing the wrong welding technique can create excessive spatter. With MIG welding, you can either push or pull the weld pool, depending on the type of material you’re working with.
Pushing in MIG welding involves placing the torch at the back of the weld pool and pushing it forward to make a workable bead. This method results in a flat, smooth finish and is best used for welding in a downward direction.
Meanwhile, the pull method involves positioning the torch in front of the weld and “pulling” the pool back toward you. The advantage of pulling in MIG welding is it lets you see the bead as it forms. The pulling method is often used when a deep weld penetration is required, like when you’re welding beams.
4. Low-Grade Electrode
Just like with the metal workpiece, you also need a quality filler material that’s highly weldable. MIG welding uses a consumable electrode that continuously feeds into the molten metal. If the filler contains any non-weldable components, it won’t feed properly into the weld pool and would result in more spatter.
5. Cover Gases
One of the most important variables is your cover gas of your MIG wire. Which gas you use with your choice of wires is an essential variable. This controls splatter a great deal. For mild steel wires ER70S – (any series). The most common is C25 a 75% co2/25% argon mix for mild steel MIG wire. If your weld program is correct this has very little splatter. There are several different choices depending on your weld program (pulse, spray, globular etc.). Your welding supplier can help guide you on your choice.
Solution:
Use only high-quality consumable electrodes. Research the different types of MIG welding fillers and what they’re best used for to minimize your weld spatter, along with gas choice. Again, buy your materials from reputable suppliers to ensure their quality and technical help.
How to Reduce Spatter When MIG Welding
Follow these five tips to reduce your weld spatter. Although spatter is mostly a cosmetic issue, it does make your work look shoddy and speak poorly of your diligence as a welder. Having clean, smooth weld joints makes you appear more conscientious and skilled, which are important traits to demonstrate if you’re starting a career in welding.

If you want to learn more about post-weld cleaning methods and related topics, browse through the TIG Brush blog. The TIG Brush passivates stainless steel and removes heat tint, tea-staining and rust in just a few minutes.
Visit our products page to browse through our weld cleaning machines and solutions. For inquiries, fill out our online form.