Comment savoir si vos soudures sont correctement passivées ?
12 septembre 2025

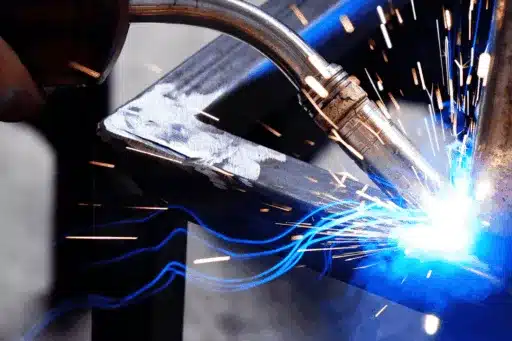
Dans les industries qui ont recours au soudage de l'acier inoxydable (telles que l'industrie alimentaire, l'industrie pharmaceutique et les environnements marins), une passivation correcte n'est pas un luxe, c'est une nécessité.
La passivation est un traitement chimique qui restaure et améliore la résistance à la corrosion de l'acier inoxydable après le soudage, garantissant ainsi sa longévité et sa sécurité.
Développée par l'équipe d'Enistech, la brosse TIG est la solution de pointe pour le nettoyage et la passivation des soudures en acier inoxydable. Elle offre des performances supérieures, ainsi qu'un choix plus sûr et plus durable pour la fabrication moderne. Contactez-nous pour en savoir plus.
Qu'est-ce que la passivation et comment fonctionne-t-elle ?
L'acier inoxydable doit sa résistance à la corrosion à une couche protectrice d'oxyde de chrome qui se forme naturellement dans l'air. Lorsque le soudage endommage cette couche (à cause de la chaleur, des dépôts de fer libre ou de l'oxydation), la surface de l'acier inoxydable devient vulnérable à la rouille. La passivation consiste à éliminer cette contamination et à restaurer le film passif riche en chrome.
Les méthodes traditionnelles de passivation impliquent des traitements à l'acide (le plus souvent de l'acide nitrique ou de l'acide citrique), qui dissolvent le fer libre et d'autres contaminants. L'acide citrique est souvent préféré pour des raisons environnementales et de sécurité. Après le traitement et un rinçage minutieux, une couche d'oxyde robuste se forme, rétablissant les propriétés protectrices de l'acier.
Pour des solutions plus modernes, plus efficaces et plus sûres, il est possible d'utiliser des systèmes de nettoyage électrochimique des soudures comme la brosse TIG. Ils combinent l'électricité, la chaleur et des liquides de nettoyage exclusifs pour nettoyer et passiver en une seule étape, éliminant ainsi les pâtes de décapage dangereuses et réduisant considérablement le temps de traitement après la soudure.
Pourquoi faut-il confirmer la passivation ?
Même de petites quantités de fer libre laissées après le soudage peuvent devenir des sites de corrosion localisés. Cela compromet l'intégrité, l'hygiène et la sécurité du produit. Les décolorations dues à la chaleur sur les bords des soudures signalent l'appauvrissement en chrome, ce qui en fait des cibles de choix pour la corrosion future.
Signes d'une mauvaise passivation et leur impact
Plusieurs signes d'une mauvaise passivation doivent être recherchés lors des inspections des soudures :
- Une réaction bleue dans un test Ferroxyl indique que du fer libre est encore présent à la surface. Cela peut entraîner une accélération de la corrosion et la formation de piqûres sur le composant en acier inoxydable.
- La formation de perles d'eau (plutôt que de feuilles) lors d'un test de rupture d'eau indique une contamination de la surface ou une passivation incomplète. Cela peut entraîner une réduction de la résistance à la corrosion.
- Des résultats négatifs ou faibles lors d'un test électrochimique indiquent que le film passif est trop mince ou instable. Cela peut signifier que l'acier inoxydable est plus vulnérable à la rouille.
- Une teinte arc-en-ciel ou une décoloration plus foncée le long des soudures indique que la couche passive a été détruite par la chaleur du soudage. Cela peut entraîner un début de corrosion dans ces zones.

Tests pour confirmer si la passivation a fonctionné ou non
- Test au ferroxyle (également connu sous le nom de test du point bleu)
Pour ce test, il faut appliquer une solution de ferricyanure de potassium sur la surface de la soudure. La couleur bleue indique la présence de fer libre, tandis que l'absence de bleu indique un succès. - Test de rupture à l'eau
Pour ce test, il faut rincer la soudure à l'eau claire et observer son comportement. Une nappe d'eau uniforme indique une bonne passivation, tandis que la formation de gouttelettes indique une contamination. - Test électrochimique
Pour ce test, utilisez un appareil de mesure portable pour évaluer l'intégrité de la couche passive. Une valeur numérique élevée indique une passivation forte et stable, tandis qu'une valeur négative ou faible indique que le traitement est incomplet. - Inspection visuelle
Il est également possible de rechercher une teinte thermique, c'est-à-dire la présence de couleurs arc-en-ciel ou de bandes sombres le long de la soudure. Cela indique que le film passif a été compromis pendant le soudage, ce qui signifie que ces zones seront sujettes à la corrosion.
Améliorer les résultats de la passivation
Plusieurs mesures peuvent être prises pour améliorer les résultats de la passivation :
- Préparation de la surface. Avant de procéder à la passivation, il faut toujours nettoyer soigneusement la soudure pour éliminer la graisse, la calamine ou les résidus de soudure.
- Chimie correcte. Choisissez l'acide nitrique ou citrique (ou un système électrochimique avancé comme la brosse TIG) en fonction des besoins de sécurité et de performance de votre application.
- Rinçage et neutralisation. Laver avec de l'eau déionisée ou distillée jusqu'à obtention d'un pH neutre. Un rinçage insuffisant peut laisser des acides qui peuvent provoquer des taches ou des piqûres.
- Vérification. Il faut toujours effectuer des tests après la passivation pour s'assurer de son efficacité.
Pourquoi c'est important pour votre entreprise
L'utilisation d'une méthode fiable (comme la brosse TIG) permet de préserver l'intégrité des soudures, d'améliorer la résistance à la corrosion et de réduire les risques pour la sécurité. Des études sur notre produit ont montré que le nettoyage à la brosse TIG élimine les teintes et les oxydes dus à la chaleur, rétablit les niveaux de chrome et permet d'obtenir des performances de corrosion encore meilleures que les pâtes de décapage (et sans les risques associés).
Si vous souhaitez voir la brosse TIG en action, contactez notre équipe dès aujourd'hui pour organiser une démonstration.