Odpryski spawalnicze MIG: Przyczyny i wskazówki dotyczące ich ograniczania
24 sierpnia 2021 r.

Wiedza o tym, jak ograniczyć rozpryski podczas spawania MIG, ma kluczowe znaczenie dla uzyskania schludnych i profesjonalnie wyglądających spoin. Przeczytaj blog TIG Brush, aby uzyskać wskazówki, jak to zrobić.
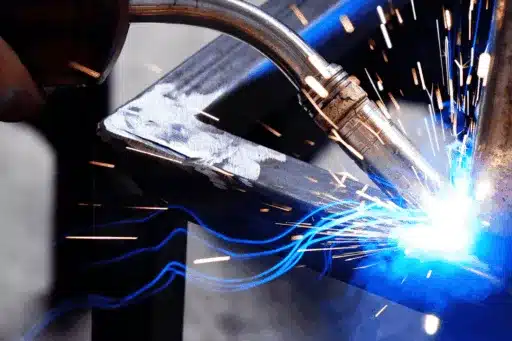
Początkujący spawacze mogą zauważyć, że ich spoiny nie wychodzą tak czyste, jak by chcieli, z kropelkami metalu na gotowym elemencie. Są one nazywane "odpryskami" i często powstają, ponieważ łuk spawalniczy zakłóca jeziorko stopionego materiału i powoduje jego rozproszenie.
Występowanie odprysków wokół złączy spawanych jest zjawiskiem normalnym, zwłaszcza w przypadku spawania metodą MIG (Metal Inert Gas), więc nie jest to poważny problem. (Chyba że jest nadmierny, a program spawania wymaga dostosowania w celu poprawy jakości spawania).


Odpryski ze spawania MIG nie wpływają na integralność spoiny, ale sprawiają, że praca wygląda niechlujnie i nieprofesjonalnie. Ponadto usuwanie uporczywych odprysków spawalniczych wymaga zastosowania metod mechanicznych, takich jak dłutowanie i szlifowanie, które mogą pozostawić blizny i zadrapania na obrabianym przedmiocie. Jak poradzić sobie z bałaganem?
Ponieważ odprysków spawalniczych MIG nie da się uniknąć, jedyne co można zrobić, to starać się zmniejszyć ich ilość, aby utrzymać obrabiany przedmiot w czystości i zminimalizować potrzebę ręcznego czyszczenia po spawaniu.
TIG Brush, wiodący dostawca płynów do czyszczenia spoin, omawia przyczyny powstawania odprysków spawalniczych i sposoby ograniczenia ich występowania w projektach.
1. Skład metalu
Nie wszystkie metale nadają się do spawania. Niektóre stopy niskiej jakości zawierają dużo materiału "wypełniającego" w celu obniżenia kosztów produkcji, co ostatecznie wpływa na spawalność metalu. Dodatki te nie topią się płynnie. Zamiast tego tworzą grudki w jeziorku spawalniczym, co powoduje rozpryskiwanie stopionego materiału.
Rozwiązanie:
Unikaj podejrzanie tanich metali. Wiele z tych stopów jest sprzedawanych jako metale spawalne, ale są one produkowane tak tanio, jak to możliwe, przy użyciu dodatków, które wpływają na jakość surowca i spoin. Używaj tylko stopów, które nadają się do spawania, ponieważ mniej odpryskują; dlatego przed zakupem sprawdź jakość metali, których planujesz użyć.
Zaleca się również sprawdzenie dostawcy, od którego kupujesz, aby upewnić się, że możesz zaufać jego produktom.
2. Brudna lub zanieczyszczona powierzchnia metalowa
Zanieczyszczenia na powierzchni metalu również obniżają spawalność materiału, zwiększając ilość wytwarzanych odprysków spawalniczych. Kurz, olej, smar i linie pisaka to niektóre z typowych zanieczyszczeń, które powodują rozpryskiwanie stopionego metalu.
Czasami metale mają również powłoki ochronne, które nie są przeznaczone do spawania, więc zwiększają ilość odprysków spawalniczych. Należą do nich powłoki galwanizowane i powłoki metalowe, takie jak chrom, cynk i farba. Chyba że jest to podkład spawalniczy przeznaczony do spawania.
Rozwiązanie:
Oczyść obrabiany przedmiot przed spawaniem. Szybkie przetarcie szmatką powinno wystarczyć, aby ograniczyć rozpryski spawalnicze do minimum.
Jeśli metal ma powłokę niespawalną, należy ją najpierw zeszlifować. Chcesz, aby metal był jak najczystszy, aby uzyskać mniej odprysków, więc upewnij się, że szlifujesz co najmniej ćwierć cala wokół spawanego obszaru. Następnie przetrzyj go acetonem, aby przygotować go do spawania.
3. Technika spawania
Technika spawania również przyczynia się do ilości wytwarzanych odprysków. Na przykład sposób trzymania uchwytu MIG może powodować powstawanie nadmiernej ilości odprysków, ponieważ kąt trzymania może powodować wytwarzanie zbyt dużej ilości ciepła szybciej niż metal jest w stanie wytrzymać.
Prędkość poruszania pistoletem może również zwiększyć ilość odprysków spawalniczych. Zbyt szybkie lub zbyt wolne przesuwanie pistoletu może poruszyć jeziorko stopionego metalu, co prowadzi do zwiększenia ilości odprysków.
Rozwiązanie:
Uchwyt MIG powinien być ustawiony pod kątem od 5° do 15° od pionu. Dzięki temu gaz osłonowy wytwarzany przez uchwyt będzie otaczał obszar spawania i chronił go przed zanieczyszczeniem. Trzymanie uchwytu pod kątem 20° lub większym spowoduje wypchnięcie gazu na jedną stronę spoiny i rozpryskiwanie się jeziorka.
Konieczne jest również prawidłowe ustawienie kierunku spawania, ponieważ wybór niewłaściwej techniki spawania może powodować powstawanie nadmiernej ilości odprysków. W przypadku spawania MIG jeziorko spawalnicze można przesuwać lub ciągnąć, w zależności od rodzaju obrabianego materiału.
Spawanie MIG z popychaniem polega na umieszczeniu palnika z tyłu jeziorka spawalniczego i popchnięciu go do przodu w celu uzyskania wykonalnego ściegu. Metoda ta pozwala uzyskać płaskie, gładkie wykończenie i najlepiej nadaje się do spawania w kierunku do dołu.
Tymczasem metoda ciągnięcia polega na ustawieniu palnika przed spoiną i "ciągnięciu" jeziorka z powrotem do siebie. Zaletą metody ciągnięcia w spawaniu MIG jest to, że pozwala ona zobaczyć tworzący się ścieg. Metoda ciągnięcia jest często stosowana, gdy wymagane jest głębokie wtopienie spoiny, np. podczas spawania belek.
4. Elektroda niskiej jakości
Podobnie jak w przypadku metalowego przedmiotu obrabianego, potrzebny jest również wysokiej jakości materiał wypełniający, który jest wysoce spawalny. Spawanie MIG wykorzystuje elektrodę topliwą, która w sposób ciągły podawana jest do roztopionego metalu. Jeśli spoiwo zawiera jakiekolwiek niespawalne składniki, nie będzie ono prawidłowo podawane do jeziorka spawalniczego i spowoduje więcej odprysków.
5. Gazy osłonowe
Jedną z najważniejszych zmiennych jest gaz osłonowy drutu MIG. To, jakiego gazu używasz z wybranymi drutami, jest istotną zmienną. Pozwala to w znacznym stopniu kontrolować rozpryski. Dla drutów ze stali miękkiej ER70S - (dowolna seria). Najpopularniejszy jest C25, mieszanka 75% CO2/25% argonu dla drutu MIG do stali miękkiej. Jeśli program spawania jest prawidłowy, rozprysk jest bardzo niewielki. Istnieje kilka różnych opcji w zależności od programu spawania (spawanie pulsacyjne, natryskowe, kuliste itp.). Dostawca usług spawalniczych może pomóc w dokonaniu wyboru.
Rozwiązanie:
Używaj wyłącznie wysokiej jakości elektrod. Zapoznaj się z różnymi rodzajami wypełniaczy spawalniczych MIG i dowiedz się, do czego najlepiej ich używać, aby zminimalizować rozpryski spawalnicze, a także wybierz odpowiedni gaz. Ponownie, kupuj materiały od renomowanych dostawców, aby zapewnić ich jakość i pomoc techniczną.
Jak ograniczyć rozpryski podczas spawania MIG
Postępuj zgodnie z poniższymi pięcioma wskazówkami, aby ograniczyć rozpryski spawalnicze. Choć odpryski to głównie kwestia kosmetyczna, sprawiają one, że praca wygląda niechlujnie i źle świadczą o staranności spawacza. Posiadanie czystych, gładkich spoin spawalniczych sprawia, że wydajesz się bardziej sumienny i wykwalifikowany, co jest ważną cechą, którą musisz się wykazać, jeśli zaczynasz karierę w spawalnictwie.

Jeśli chcesz dowiedzieć się więcej o metodach czyszczenia po spawaniu i powiązanych tematach, przejrzyj blog TIG Brush. Szczotka TIG Brush pasywuje stal nierdzewną i usuwa zabarwienia cieplne, plamy po herbacie i rdzę w zaledwie kilka minut.
Odwiedź naszą stronę produktów, aby przejrzeć nasze maszyny i rozwiązania do czyszczenia spoin. W przypadku pytań, wypełnij nasz formularz online.